


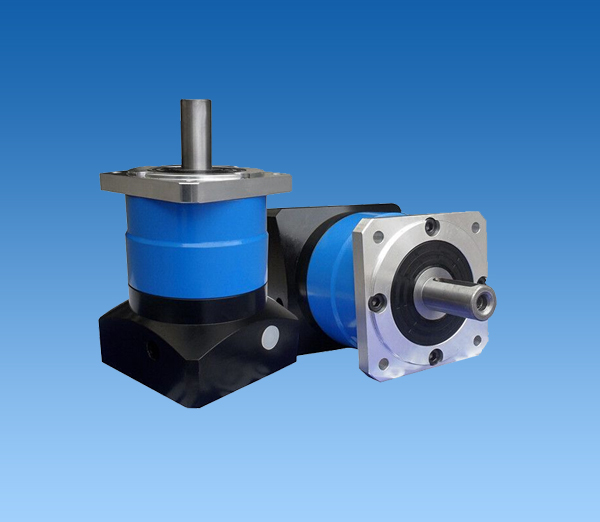
产品概述: 上海诺广减速机厂生产 S系列斜齿轮蜗轮蜗杆减速

产品特点:

T螺旋锥齿轮换向器产品特点: &

产品特点: 上海诺广减速机厂生产 SWL丝杆升降机

使用范围:
产品说明: 1、按输出方向分主要有两种:直线
为了确保换向器有一个长的运转寿命,在加工换向器的时候,应特别注意以下几个方面。 a、换向器完成表面的粗糙度:为了碳刷能在换向器表面既快速又平稳的运行,换向器的表面必须有一定的 峰谷高度,经验表明,为了避免产生过大的摩擦系数,换向器表面沿轴向测 量时 的峰谷高度为 时为最佳,在这个高度的前题下,车床纹数越多越好。同时,换向器的轴线在整个铜片长度上应该是平稳的运行,如果换向器的表面太光滑,碳刷在换向器表面运行的摩擦系数就会增大,甚至于爬行而发出咯咯声。在这种情况下,换向器表面就不能形成正常的金属氧化膜接触层,电火花会使换 向器表面涂色不均,从而增大碳刷的磨损。有好的一种情况是,在这种情况下换 向器有时会因为火花放电而变得粗糙起来,持续一段时间后,碳刷最终会变成平稳的运行。但多数会因为这种不平稳的运行使换向器变得不圆,碳刷会很快磨完,从而使马达短命。为了保证换向器表面有希望的峰谷高度,必须控制车床时车刀的角度/走刀速度和进给量。 在我们公司,车刀的角度主要有两 和走刀速度有每英寸 300r, 600r, 700r, 1000r 等,进给量最后一刀为 0。05-0。10mm。 各种刀纹及切削要求如下表所示。车刀尖角度切削纹数完成表面 (Rz) 另外还可以用砂纸打磨换向器表面来达到希望的换向器表面的粗糙度,一般是选用某种型号的砂纸,规定打磨换向器的时间来达到希望的效果。 b、换向器的不圆度 换向器的不圆度指偏离换向器圆周面的表面的偏离程度,它们可能是有序的,也可能是杂乱的,例如换向器的平面部分强度不够,在移动中或受到高温冲击时变形 单个或几个换向器铜片在加工中因受振动而突出换向器外圆表面。引起换向器不圆度的原因可分成两种情况,一种是在加工中产生的,例如车削。在车削工序中,产生换向器不圆度的原因有几点: 整个车床或它的支架在振动,夹紧工具未夹紧,刀具太钝,切削速度太快 (推荐采用 160 - 200m/min 的切削速度),刀具装钭或切削平面与旋转轴心有偏距。也可能是夹头盘与定位 锥头没有正确的锁定,可能是车床的导轨污物或偏斜。 也可能是换向器内孔中心与旋轴加工中心不对齐等等。另一种是在马达的运行中产生的,在运行中产生换向器不圆度的原因,可能是线圈受损,换向器偏心,或选错了换向器的材料等。通常说如果换向器圆度超差,肯定会减少碳刷的寿命。

齿轮换向器与碳刷的摩擦力使换向器运行不正常,导致碳刷周期性的振动,在运转中,使换向器与碳刷的接触周期性的断开。由于火花放电,会使碳刷上留下烧痕,经过很短时间的运行,换向器的不圆度就会增大。 从而导致碳刷更快的磨损从而使马达短命。换向器的摩擦力直接影响碳刷的寿命,导致碳刷的磨损加快,我们应该在任何设计中都尽量避免它。
本公司提供其他产品有齿轮马达,齿轮加工,蜗轮蜗杆,微型摆线针轮减速机,无级变速机,齿轮换向器,蜗轮减速机,丝杆升降机,齿轮加工,精密行星减速机,减速机配件加工,螺旋锥齿轮减速机,斜齿轮硬齿面减速机。更多齿轮换向器产品信息内容请查看网站本网站链接来自:http://www.ng-sh.com/clhxq/c232.html
上一篇:蜗轮蜗杆的普遍使用小常识
下一篇:蜗轮蜗杆在传动中优缺点


在线客服1:
在线客服2:
商务客服:
服务时间:
9:00-18:00(工作日)


