


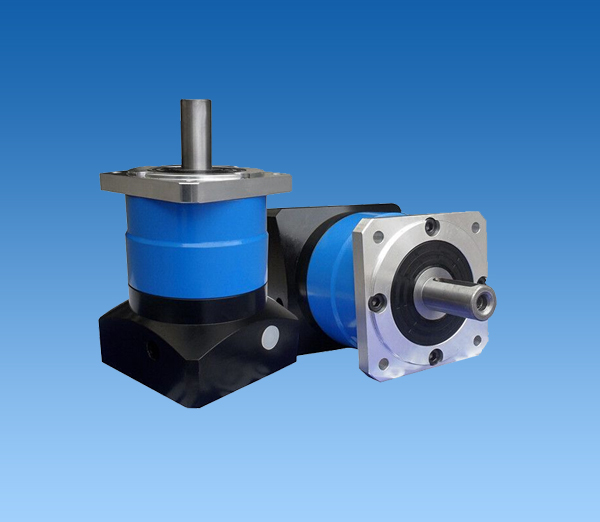
��Ʒ������ �Ϻ�ŵ����ٻ������� Sϵ��б���������ϸ˼���

��Ʒ�ص㣺

T�������ֻ�������Ʒ�ص�: &

��Ʒ�ص�: �Ϻ�ŵ����ٻ������� SWL˿��������

ʹ�÷�Χ��
��Ʒ˵���� 1��������������Ҫ�����֣�ֱ��
�����ּӹ����չ��̴���Ҫ�������¼����Σ�ë���ȴ����������ӹ������μӹ����ݶ˼ӹ��������ȴ������������������ξ��ӹ��ȡ�
�ӹ��ĵ�һ���dz�����������е�ӹ��ĽΡ����ڳ��ֵĴ���������Ҫ�����ڳ��ξ��Ⱥͳݾ�ֲ������Ԫ��������г�ʱ���õĶ�λ�����Ͷ��檦�ľ�������ֱ�ӵĹ�ϵ�����Ԫ��������Ҫ��Ϊ��һ�μӹ�������������ʹ�ݵ��ڿͶ���ľ��Ȼ����ﵽ�涨�ļ���Ҫ����������г��˼ӹ������⪧���ڳ�������Ĵ�Ҫ����ļӹ���ҲӦ��������һ�εĺ��ڼ�����ɡ� �ڶ����dz��εļӹ������ڲ���Ҫ���ij��֪�һ����˵�����Ҳ�������������ӹ��Ϊ���������ξ�Ӧ���ӹ�����ȫ����ͼ��Ҫ��ij�������������Ҫ��Ӳ�ij��֪�������������мӹ�����������ε���ӹ���Ҫ��ij��ξ��Ȫ���������εļӹ��DZ�֤���ּӹ����ȵĹؼ��Ρ�Ӧ�����ر�ע�⡣
�ӹ��ĵ��������ȴ����Ρ������������Ҫ�Գ���Ĵ������ʹ����ﵽ�涨��Ӳ��Ҫ�� �ӹ��������dz��εľ��ӹ��Ρ�����ε�Ŀ�Ī������������־�������������ij��α��Ϊ���һ����߳��ξ��Ⱥͽ��ͱ���ֲڶȪ�ʹ֮�ﵽ���յľ���Ҫ���������������Ӧ�Զ�λ���檣�Ͷ��檤���������������Ժ���ֵ��ڿͶ������������Ϊ�����ڴ���ֱ�Ӳ��������ĿͶ�����Ϊ�����г��ξ��ӹ����Ǻ��Ѵﵽ���־��ȵ�Ҫ��ġ����������Ļ��涨λ���г��ξ��ӹ�������ʹ��λȷ�ɿ��������ֲ�Ҳ�ȽϾ��Ȫ��Ա�ﵽ���ӹ���Ŀ�ġ�
��
������λ����ȷ������λ���ľ��ȶԳ��μӹ�������ֱ�ӵ�Ӱ�졣���������ij��μӹ�һ��ѡ���λ��ijЩ��ģ����������ֶ�ѡ������ᾱ��һ���涨λ����������ֵij��μӹ����������ֶ�λ����1���ڿͶ��涨λ��ѡ�������ƻ����Dz�����װ������ڿ���Ϊ��λ�����ȷ���“���غ�”ԭ������ʹ���μӹ��ȹ����ͳһ��ֻҪ�ϸ�����ڿ��ȡ���ר��о���϶�λʱ����Ҫ�������������ʸߣ��㷺���ڳ��������С�2����Բ�Ͷ��涨λ �����ڿ���ͨ��о���ϰ�װ����������Բ������������λ�ã���Ҫ�������Բ���ڿľ�������ҪС��������Ч�ʵ͡�һ�����ڵ���С��������
�������ݶ˼ӹ�
���ֵijݶ˼ӹ��е�Բ�����⡢���⡢��ȥë�̵ȡ���Բ�������ij��֡�������ʱ���������ϡ������ȥ���ݶ˵���ߡ���Щ��߾���̼����ܴ࣬�ڳ��ִ������ױ��ѡ���ϳ�����гݶ˵�Բ����Բʱ��ϳ���ڸ�����ת��ͬʱ��Բ���������ڶ���ÿ�ӹ�һ�������ڶ�һ�Ρ��ӹ���һ���ݺ��ؾ����˳����ֶȺ����ͽ��ӹ���һ���ݶˡ��ݶ˼ӹ����밲���ڳ��ִ��֮ǰ��ͨ�����ڹ������֮�� ���ִ�����ײ������Σ�Ϊ��֤���ξ��ӹ��������Ի��ױ���������������⾶���ĵĻ����׳��֪�ͨ���û����Ƶ��������ƿ�ʱҪ��ֹ��б���еĹ������üӳ��Ƶ�ǰ��������ֹ��б����ȡ�ýϺ�Ч������Բ���׳��ֵ������ɲ����ƿ�ĥ�ף��ƿ������ʸߡ�������δ��Ӳ����ĥ���ȸߵ������ʵͣ�������������ڿױ��δ�Ӳ�ȸߵij��ֻ��ڿϴ�Ƚϱ��ij�������ĥ��Ϊ�� ĥ��ʱһ���Գ��ֶַ�Բ���ģ�������ʹĥ��ij�Ȧ����������С�����Ժ�ĥ�ݻ����������Ϊ����������еĹ����Խ���۴���ĥ��Ҳȡ���˽Ϻõ�Ч��.
����Ҫ���ּӹ��������ϸ˼ӹ������������֣�ͬ�����֣��������ֵȼ��ٻ�����ӹ���������ͼֽ��ʵ����ѯ���������ڶ��ɼӹ���������ؾ������Ǽ��ٻ��������ϸˣ��������ּ��ٻ������ּӹ�������������ּ��ٻ������ֻ��������Ͱ������ּ��ٻ��������ٻ�,˿��������,б����Ӳ������ٻ�,���ٻ�����ӹ��IJ�������ϵ�Ϻ�ŵ�㹫˾��������س��ּӹ�����Ϣ�����������http://www.ng-sh.com/clpjjg/cl231.html


���߿ͷ�1:
���߿ͷ�2:
����ͷ�:
����ʱ��:
9:00-18:00(������)


