


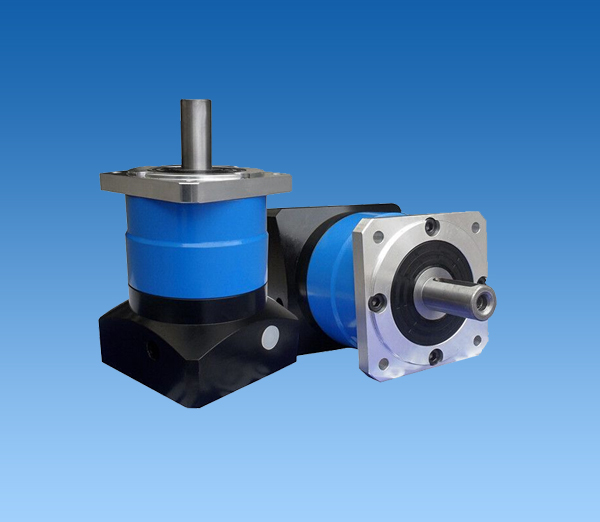
产品概述: 上海诺广减速机厂生产 S系列斜齿轮蜗轮蜗杆减速

产品特点:

T螺旋锥齿轮换向器产品特点: &

产品特点: 上海诺广减速机厂生产 SWL丝杆升降机

使用范围:
产品说明: 1、按输出方向分主要有两种:直线
你知道吗?齿轮加工要分为两个重要阶段。首先要说明地是,齿坯,是指除了齿形以外的轮廓部分,不是指未经加工的毛坯。只能说齿坯加工与齿形加工分成二个类型,并不能严格分为二个阶段。
二类加工必须交叉进行的,尤其是定位基准的加工。
齿轮加工分为二类加工的原因是:
齿坯与齿形要求不同。一般齿面硬度要求高,齿坯综合性能好。热处理工艺要求不同。整体调质要先进行,齿部淬火要后进行。构成基本要素不同。齿坯为轴、盘、套等回转体,齿形为渐开线(或其他)轮廓槽。 加工形式不同。
齿坯以车为主,辅以钻(如减轻孔)、铣(如键槽)、外圆磨(内齿、齿轴)、内圆磨(外齿)。 齿形加工主要以范成法为主,如滚、插、铇、磨、研、珩等,以仿形法(铣、拉)为辅。 这基本上是完全不同的机床。使用刀具不同。齿坯加工绝大多数使用的是常规、标准刀具。而齿形加工就完是另一个领域的范畴,就是仿形加工的齿轮铣刀、拉刀,也是专用刀具。
齿形加工都要以齿坯部分要素作为定位基准,所以齿坯必须先行加工。精度要求稍高的齿形一般都要进行二次以上的加工。例如淬火前后,为消除热处理后工件可能的变形影响,齿形加工前必须对齿坯定位基准精修。
为消除齿坯加工与齿形加工中的加工应力,必须交叉进行此二加工。不可能完全^地把齿坯加工与齿形加工分成严格的二个阶段。
齿形是在齿坯的基础上加工的,所以必须先要进行齿坯加工,后进行齿形加工。但是绝不可能齿坯精加工结束后,再进行齿形的粗加工。
一般分为粗、精二个工艺阶段。
粗加工、半精加工以齿坯加工为主,因为齿坯大部分部位精度要求不高。
精加工以齿形加工为主。
每经过一次热处理后,齿坯定位基准要素是必须要加工的,然后才能加工齿形。
上一篇:关于伞齿轮加工的那些事儿
下一篇:齿轮加工没它可不行


在线客服1:
在线客服2:
商务客服:
服务时间:
9:00-18:00(工作日)


