


产品概述: 上海诺广减速机厂生产 S系列斜齿轮蜗轮蜗杆减速

产品特点:

T螺旋锥齿轮换向器产品特点: &

产品特点: 上海诺广减速机厂生产 SWL丝杆升降机

使用范围:
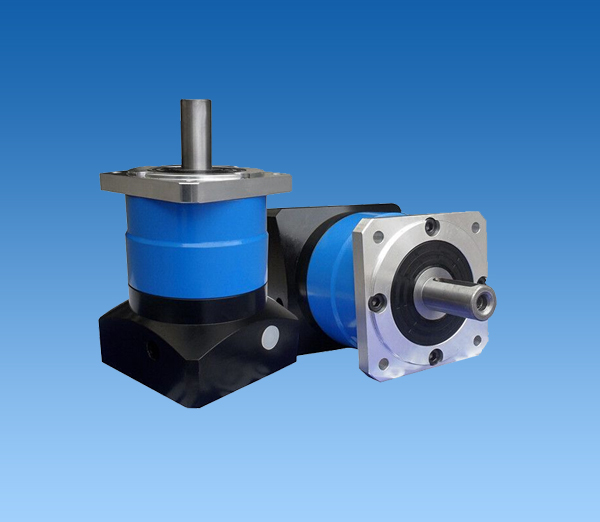
产品说明: 1、按输出方向分主要有两种:直线
在齿轮加工中,尤其是对于齿轮精加工,它们都离不开两大兄弟。那就是剃齿和磨齿!在剃齿和磨齿之间,哪一种齿轮精加工更加受到人们的欢迎呢?
这首先要把一种行业与另一种行业区分开来,比方说,汽车工业使用的齿轮绝大多数还依靠剃齿进行齿轮加工,有些企业也会对后端传动装置齿轮进行磨削加工,这仅仅是为了消除环形圆柱齿轮上发生的任何变形。
上述提到的齿轮加工时间减少,主要归功于新型齿轮刀具、现代齿轮机床的发展及由此带来的精加工余量大幅减少和磨前齿轮质量的提高;另外,与磨齿机相比,现代数控剃齿机常是价半功倍,可获得热处理前的高精度齿轮等级(高达DIN5-6等级);而且与齿轮螺纹磨床磨削相比,齿轮加工周期也较短。
对于汽车工业的齿轮,尤其是那些用在自动变速器的小齿轮,我们可以将剃齿加工后热处理造成的变形控制在几个微米;另外,通过齿形和齿向的修正有助于补偿变形。由于现代剃刀刃磨机的出现,如齿形、齿向两个参数可快速简单修形;批量生产的时候,剃齿加工比磨削的好处多许多,相比较而言,剃齿既能保证品质,价格又合理。
近年来制造的剃刀还没显示出缓慢增产的兆头。与此同时,齿轮加工的磨削机床生产数量也在不断上升。齿轮加工工艺的飞速发展,齿轮机床所的操作高效快速,齿轮加工的磨轮也有了迅速发展。这主要表现在陶瓷磨具、CBN砂轮、电镀磨轮等方面。用上述磨具来进行齿轮加工磨削,使齿轮加工周期缩短。
上一篇:齿轮加工过程中的热处理环节不能少
下一篇:齿轮加工的工艺到底有多复杂


在线客服1:
在线客服2:
商务客服:
服务时间:
9:00-18:00(工作日)


