


产品概述: 上海诺广减速机厂生产 S系列斜齿轮蜗轮蜗杆减速

产品特点:

T螺旋锥齿轮换向器产品特点: &

产品特点: 上海诺广减速机厂生产 SWL丝杆升降机

使用范围:
产品说明: 1、按输出方向分主要有两种:直线
减少齿轮传动噪音应我们在使用过程中应该注意以下几个方面:
1、控制齿轮的精度
2、控制原材料的质量
无论通过何种途径,原材料到厂后都要经过严格的化学成分检验、晶粒度测定、纯洁度评定。其目的是及时调整热处理变形,提高齿形加工中的质量。
3、防止热处理变形: 齿坯在粗加工后成精锻件,进行正火或调质处理,以达到:
1.软化钢件以便进行切削加工;
2.消除残余应力;
3.细化晶粒,改善组织以提高钢的机械性能;
4.为最终能处理作好组织上的准备。应注意的是,在正火或调质处理中,一定要保持炉膛温度均匀,以及采用工位器具,使工件均匀地加热及冷却,严禁堆放在一起。需钻孔减轻重量的齿轮,应将钻孔序安排在热处理后进行。齿轮的最终热处理采用使零件变形较小的齿面高频淬火;高频淬火后得到的齿面具有高的强度、硬度、耐磨性和疲劳极限,而心部仍保持足够的塑性和韧性。为减少变形齿面高频淬火应采用较低的淬火温度和较短的加热时间、均匀加热、缓慢冷却。
4、保证齿坯的精度: 齿轮孔的尺寸的精度要求在孔的偏差值的中间差左右分布,定在±0.003~±0.005mm;如果超差而又在孔的设计要求范围内,必须分类,分别转入切齿工序。 齿坯的端面跳动及径向跳动为6级,定在0.01~0.02mm范围内。
5、切齿加工措施
6、文明生产: 齿轮传动噪声有30%以上的原因来自毛刺、磕碰伤。
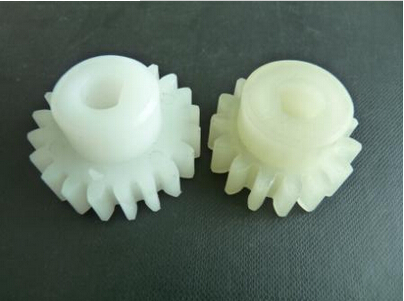
7、采取其它材料及热处理、表面处理方式:1.可利用粉末冶金成型技术,齿轮成型后齿部高频淬火;2.采用墨铸铁,齿轮切削加工后,再进行软氮化处理;3.采用40Cr材料,齿轮切削功工后,采用软氮化处理或齿部镀铜处理。
综合所述,要根治齿轮传动噪声,齿轮材料及热处理是要本,齿坯精度是保证,齿轮精度是关键,文明生产是基础。
我公司提供人字齿轮、伞齿轮加工、螺旋伞齿轮加工、正齿轮加工,链轮、链条加工、蜗轮、蜗杆加工,齿条齿轮加工,同步带轮,尼龙齿轮、斜齿轮加工等各类配件。以来图或实样咨询,国产进口均可加工。更多的咨询关注公司网站:http://www.ng-sh.com/peijian/index-1.html
上一篇:蜗轮减速机与电机同心必要性


在线客服1:
在线客服2:
商务客服:
服务时间:
9:00-18:00(工作日)


